

Din imensitatea aceasta de obiecte de pe internet, cea mai mare parte o constituie senzorii. După cum se ştie, orice senzor are un element sensibil la o mărime fizică – temperatura, umiditatea, câmpul magnetic, gaze, accelerația gravitațională, lumina ș.a. Aceste elemente pot fi joncțiuni semiconductoare, compuşi chimici inclusiv cu pământuri rare, materiale cu proprietăți piezoelectrice sau piroelectrice etc. E firesc ca un tehnolog să-şi pună întrebarea dacă procesul de contactare, care odată cu trecerea la tehnologia fără plumb, solicită termic mai mult componentele (venind şi cu fluxuri mai agresive şi agenți de curățare mai puternici), nu ar putea afecta elementul sensibil astfel încât funcționarea corectă şi de lungă durată a senzorilor de pe modulele electronice să aibă de suferit? Iar primul lucru pe care îl poate face este să consulte foile de catalog ale senzorilor.

Figura 1: Senzor de gaz HS-133
Ce spun aceste documente? Din foile de catalog ale unor senzori de gaze precum HS-129, HS-131, HS-133 (figura1) ș.a., bazaţi pe proprietatea stratului de dioxid de staniu de a prezenta o conductivitate mai scăzută în aerul curat, bogat în oxigen și o conductivitate crescută corespunzătoare concentrației de gaz, ar putea trage concluzia că procesul de contactare nu ridică probleme. Foile de catalog accesate prin net nu au vreo informație privind producătorul (poate doar o indicație din fundal, www … com.tw), deși pe site-ul TME apare ca fiind Sencera. Dar ele nu au recomandări pentru asamblare.
Nu acelaşi lucru se întâmplă cu o foaie de catalog al altor senzori de gaz, de asemenea bazați pe proprietățile oxizilor metalici, SGX Metal Oxide Gas Sensors.
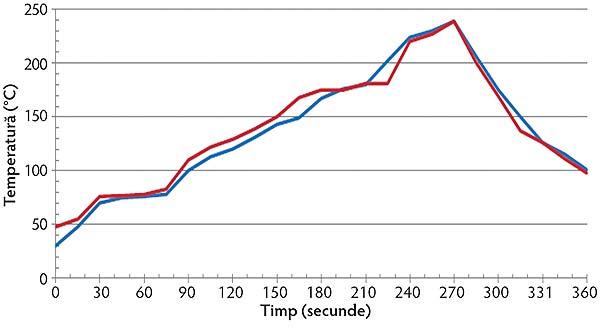
Figura 2: Profil termic pentru pasta Heraeus F640 SAC405
Deja pe prima pagină putem citi că producătorul SGX Sensortech (IS) Ltd este înregistrat în Anglia. Documentul AN-0172, Issue 1 din 14 iulie 2014 conține un capitol, “Cum se conectează senzorii”, unde se afirmă că cea mai bună contactare pe cablajul imprimat se realizează prin utilizarea unui cuptor pentru retopire. Se recomandă ca pasta de contactare să conțină suficient flux (tipic 11%) pentru o bună lipitură, dar să nu se expună senzorul la prea mult flux, astfel că procesul trebuie să aibă loc într-un mediu neutru însemnând practic o atmosferă de azot. Recomandarea merge mai departe specificând chiar pasta, Heraeus F640, SAC405, tip 3. De asemenea, se prezintă profilul termic al procesului (figura 2).

Figura 3: Senzori de gaz (SGX Sensortech)
Altă familie de senzori bazați pe principiul NDIR (infra roşu non-dispersiv), de la acelaşi producător SGX Sensortech, sunt IR31SE – sensibil la dioxid de carbon, IR32BC – detector de metan şi hidrocarburi (figura 3).
Dioxidul de carbon poate fi detectabil utilizând spectroscopia în infraroșu, IR, deoarece moleculele sale absorb lumina din spectrul infraroșu într-o manieră caracteristică şi la o anumită lungime de undă în comparație cu alte gaze, de exemplu: metan, vapori de apă, monoxid de carbon.

Figura 4: Senzor de lumină APDS-9006 (Avago)
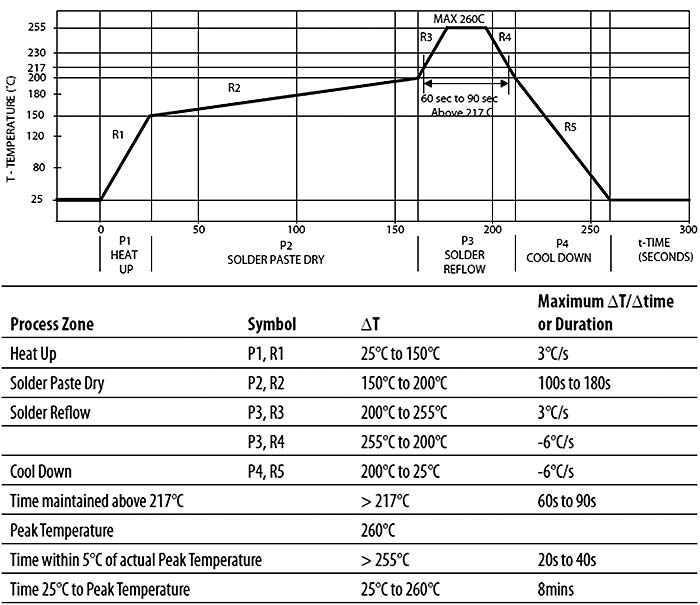
Figura 5: Profilul recomandat pentru contactarea senzorului APDS-9006
În principiu, senzorul constă dintr-un emițător IR şi un detector IR amplasate într-o cameră în care circulă gazul. În foaia de catalog există un paragraf “Precauții privind manevrarea” în care se recomandă evitarea șocurilor şi a obturării fantei de acces a gazului în cameră, precum şi evitarea imersării în fluide şi protejarea împotriva prafului şi împrăștierii altor materiale lichide (cum ar fi în cazul curățării prin pulverizare după asamblarea modulului electronic).
Avago Technologies, în foaia de catalog a senzorului de lumină miniatural APDS-9006 (figura 4), dedică mai mult de o pagină problemelor de asamblare, inclusiv informații pentru proiectarea şablonului (grosime, aperturi), precum şi detalii pentru stabilirea profilului termic al cuptorului, mult mai detaliate comparativ cu cel prezentat mai sus (figura 5).
NXP acordă un capitol întreg (“Soldering SMD packages”, aceasta fiind o descriere prescurtată a Notei de aplicație AN10365 Surface mount reflow soldering description) senzorului său magnetic KMZ60. Punctând pe scurt câteva caracteristici generale ale tehnologiei de contactare în val şi a tehnologiei cu montare pe suprafață, documentul prezintă cerințele Standardului J-STD-020D pentru procesul de contactare fără plumb în ceea ce priveşte temperatura maximă admisibilă în timpul fazei de retopire pe cablaj în funcție de grosimea lui.
Tot NXP, preluând un magnetometru cu 3 axe digital de la Freescale, MAG3110 (figura 6), inserează în paragraful PCB Guidelines, printre altele, recomandări pentru grosimea șablonului (100μm sau 125μm, rămânând la latitudinea tehnologului să decidă!), aperturi (reducere cu 0.05mm față de dimensiunile padurilor), temperatura maximă admisibilă în timpul contactării: 260°C. Nu se recomandă lipirea manuală deoarece planaritatea componentei este esențială şi ar putea fi afectată de lipituri inegale. Profilul termic este standard pentru tehnologia fără plumb.

Figura 6: Senzor magnetic MAG3110 (NXP)
ST Microelectronics, în documentația pentru senzorul de mişcare pe 3 axe, L3G4200D, strecoară 4 rânduri de Informații pentru lipire în care face trimitere la Standardul JEDEC J-STD-020, doar pentru modelele padurilor şi procesul de lipire, precum şi la site-ul www.st.com. Pe site, informațiile nu le veți găsi direct, ci trebuie să introduceți în câmpul de căutare cuvântul soldering, pentru ca apoi să vi se ofere o mulțime de documente printre care şi Note de aplicații cu indicații pentru lipirea componentelor ST.
VTI Technologies Oy are o întreagă Notă tehnică dedicată seriilor de senzori de înclinare în tehnologie MEMS, TN71. Assembly Instructions for SCA6x0 and SCA10x0 series. Documentul acoperă toate etapele, de la proiectare (tipuri de capsule, paduri, dimensiuni) la asamblare, inspecție și chiar reparare.
Astfel, pentru asamblare sunt abordate probleme de materiale, cât şi de tehnologie, pentru fiecare operație:
• materiale: tip de pastă de lipire: 3, no-clean, fără spălare, deoarece nu se recomandă procesul de curățare – capacul metalic de pe ambalajul preformat nu este complet etanșat și există riscul ca fluidele de curățare să pătrundă în capsulă; agitarea ultrasonică este strict interzisă pentru componentele MEMS ale VTI deoarece ultrasunetele ar putea distruge structurile lor;
• şablon: grosime recomandabilă: 150μm, minimum acceptabil: 125μm, aperturi 1:1 sau reducere de cel mult 5%-10% față de paduri (atunci când finisarea padurilor este cu aliaj, HASL);
• printare: se atrage atenția la viteza de deplasare a racletei;
• plasarea componentelor: se atrage atenția că aceste componente sunt relativ grele pentru cazul când se utilizează dubla retopire şi că ar fi recomandabil ca în acest caz capsulele înclinometrelor să fie în prealabil fixate cu o pastă adezivă (glue);
• lipirea propriu-zisă: se specifică un profil termic tipic cu maxim 250ºC în zona de retopire.
• inspecție: documentul include şi o microsecțiune printr-o lipitură a unei capsule cu terminale DIL.

Figura 7: Deslipirea unei capsule SCA6x0 cu ciocanul
De asemenea, sunt prezentate cu text şi imagini recomandări privind lipirea manuală a acestor componente, inclusiv instrucțiuni pentru reparații (rework) – deslipire, lipire.
Recomandabilă ar fi utilizarea unei stații cu aer fierbinte, dar poate fi folosit şi un ciocan cu două fălci paralele care să încălzească simultan toate lipiturile circuitului DIL (figura 7).
Foaia de catalog a senzorului de gaze MiCS-6814 (SGX Sensortech) are o singură frază referitoare la lipire: Senzorul trebuie să fie asamblat într-o atmosferă neutră, fără vapori de flux de la pasta de lipire. MiCS-6814 este un senzor tip MEMS pentru detecția unor gaze cum sunt: mono-oxid de carbon, di-oxid de azot, etanol, hidrogen, amoniac, metan, propan, izo-butan. După cum se vede în figura 8, capsula senzorului are mai multe orificii prin care trebuie să acceadă moleculele gazelor din atmosferă la elementele sensibile. Dacă s-ar asambla în cuptor cu radiație intraroşie/convecție, cu aliaj fără plumb tip SAC sau SN, atunci ar trebui să existe o atmosferă de azot, considerată neutră.
Dar se pare că atât SGX Sensortech, cât şi alți producători, nu au luat în considerare faptul că lipirea prin retopire în atmosferă de vapori a devenit o tehnologie destul de răspândită o dată cu trecerea la tehnologia fără plumb. După cum se ştie, UPB-CETTI oferă servicii de producție electronică pentru firmele din cadrul clusterului ELINCLUS, printre care și Syswin Solutions, cluster a cărei entitate de management este Asociația pentru Promovarea Tehnologiei Electronice, APTE, în volume de producție prototip şi serie mică dispunând de un cuptor cu lipire în atmosferă de vapori.
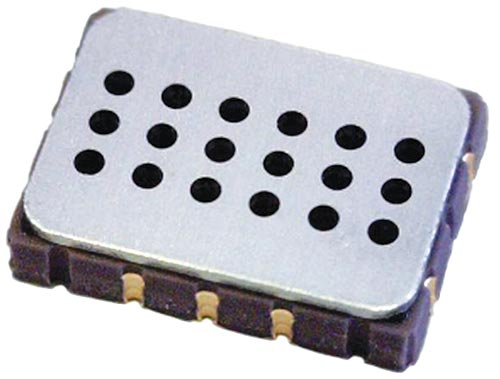
Figura 8: Senzor de gaze MiCS-6814
Datorită principiului de funcționare, transferul de căldură se va face prin intermediul peliculei de lichid care va acoperi toată masa modulului electronic de asamblat, astfel că toate cavitățile neobturate ale capsulei vor fi umplute cu lichid. Teoretic, lichidul pe bază de polifluorpoliether (PFPE) este şi el inert, dar în camera cu vapori pot exista gaze rezultate din pasta de contactare. Dar mai există şi un alt motiv de îngrijorare semnalat de Terry Brown, Snr. Product Manager la SGX-Sensortech: dacă vaporii ajung în interiorul senzorului și înconjoară firele de legătură din aur ar putea duce la deteriorarea conexiunii senzorului prin adăugarea unei presiuni mecanice suplimentare asupra legăturilor. Aceste lucruri ar putea fi evitate dacă s-ar acoperi partea superioară a senzorului cu o folie adezivă resistentă la temperatura din camera cu vapori. Reprezentantul firmei recomandă această măsură, dar nu garantează 100% reușita ei pentru că nu au efectuat teste şi pentru acestă tehnologie.
Mountain Switch specifică într-o singură pagină de catalog a produsului Rolling Ball Tilt Switch, 107-2006-EV, un înclinometru de cost redus, că această componentă cu montare prin gaură nu se asamblează decât prin lipire manuală, deoarece nu se admite ca temperatura maximă admisibilă aplicată corpului ei (250ºC) să dureze mai mult de 3 secunde.
Concluzionând, constatăm că senzorii, ca parte a universului IoT, ridică probleme pentru proiectanți şi tehnologi deopotrivă, care trebuie corect rezolvate pentru că poate fi afectată acuratețea informațiilor furnizate. Consultarea foilor de catalog şi în zona tehnologică este obligatorie, iar dacă răspunsurile aşteptate nu se găsesc, apelați specialiştii producătorilor. Poate îi veți pune şi pe ei în dificultate … Dacă aceste informații nu există, așa cum se întâmplă de obicei în foile de catalog ale senzorilor cu preț redus, acesta este un indiciu că trebuie să fiți foarte atenți la contactarea lor.
Autor: Gaudenţiu Vărzaru, Syswin Solutions