

Prin intermediul soluţiilor inovatoare de detecţie şi sesizare, COMPEC asigură suportul pentru proiectanţii şi producătorii de maşini-unelte în a introduce pe piaţă utilaje mai eficiente, mai sigure în utilizare, mai rapide şi mai fiabile. Folosind sistemele de securitate industrială de la COMPEC puteţi asigura securitatea utilajelor conform standardelor europene în vigoare. De asemenea, alegerea unor senzori optimi vă permite abordarea producţiei eficiente cu sisteme automate inteligente. Aici COMPEC vă poate asigura suportul în dezvoltarea de soluţii tehnologice superioare.
În articolul trecut am prezentat zona de tăiere cu laser şi de ştanţare împreună cu toate aplicaţiile adiacente acestei zone de producţie.
Zona 13 – zona de ştanţare şi strunguri
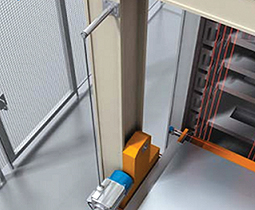
Aplicaţia 1: Poziţionarea pe înălţime la sistemele de stocare foi metalice.
Lifturile de materiale sunt folosite pentru a muta stivele de foi metalice de la cărucioare la rafturile speciale pentru stocare. Encoderul cu fir retractabil BTF13 semnalizează poziţia pe înălţime a liftului la sistemul de control. Poziţiile finale de jos şi de sus sunt monitorizate de către senzori inductivi IME18.
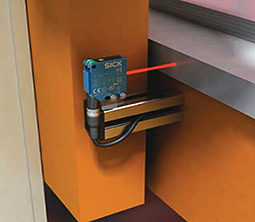
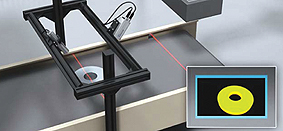
Aplicaţia 2: Poziţionarea paletului cu foi metalice.
Doi senzori fotoelectrici miniaturali WS/WE12-2 sau un senzor fotoelectric de proximitate WT12-3 detectează în mod precis poziţia şi prezenţa paletului ce conţine foile metalice şi detectează şi marginea paletului rapid datorită frecvenţei mari de detecţie.
Carcasele metalice ale senzorilor sunt dure permiţând astfel folosirea în medii unde există posibilitatea lovirii şi deteriorării acestora.
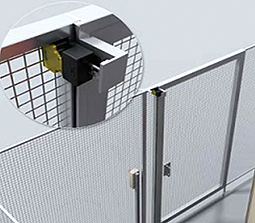
Aplicaţia 3: Protecţie la acces cu un comutator electromecanic de securitate.
Comutatorul electromecanic de securitate i16-S foloseşte mecanismul de blocare pentru a interbloca poarta de acces şi pentru a asigura derularea normală a proceselor de producţie fără ca acestea să fie întrerupte. Odată ce poarta se deschide, maşina nu mai poate fi pornită. Poarta trebuie închisă la loc pentru ca maşina să poată fi repornită de la pupitrul dedicat de reset/restart.
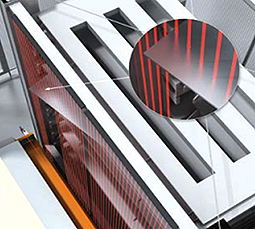
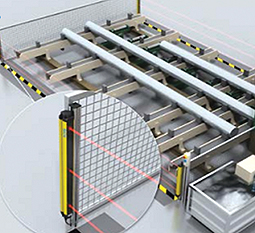
Aplicaţia 4: Monitorizarea intrărilor în magazia de stocare foi metalice.
În sertarele magaziei sunt stocate cadre metalice care conţin panouri sau diverse piese componente tot din metal. Barierele optice de automatizare SGS SmartGrid asigură detecţia obiectelor care eventual au alunecat şi astfel se elimină coliziunile şi deteriorările ce pot apărea.

Aplicaţia 5: Soluţie de protecţie printr-o reţea securizată.
Controllerul de securitate modular FlexiSoft este responsabil pentru monitorizarea completă a tuturor funcţiilor de securitate aferente componentelor de securitate din întreaga secţie de tăiere cu laser şi de ştanţare. Toate semnalele de securitate provenite de la porţi, butoanele de oprire de urgenţă precum şi de la echipamentele optoelectronice de securitate (cortine optice, bariere sau scannere 2D) pot fi combinate logic în controller pentru a asigura nivelul de securitate impus de standarde.
Funcţionalitatea avansată a Flexi Line permite ca modulele de securitate de la o maşină să fie introduse/eliminate din sistemul de control fără programări adiţionale. În plus Flexi Loop permite integrarea simplă şi diagnoza clară a până la 32 de module printr-un simplu cablu cu conector M12. Platforma oferă posibilitatea la cele mai populare magistrale de date utilizate în industrie.
Zona 14 – fierăstraie pentru metale
Aplicaţia 1: Protecţie la acces în zona de alimentare cu materie primă.
Procesul de prelucrare la o maşină de ştanţare are nevoie de o serie de matriţe ce sunt asigurate de către sertare speciale de alimentare în zona maşinii. Alocarea şi poziţionarea corectă a matriţelor sunt detectate în mod fiabil folosind un senzor fotoelectric de proximitate W27-3.

Aplicaţia 2: Protecţie la acces la ieşirea materialelor din zona de tăiere.
Operatorul trage cu o transpaletă paleţii încărcaţi cu piesele metalice printr-o fereastră special concepută din zona de acţiune a robotului industrial destinat încărcării pe paleţi. Deoarece zona lăsată deschisă este sub gardul de protecţie, aceasta poate fi protejată la accesul prin târâire prin intermediul barierelor optice de securitate M4000 A/P.
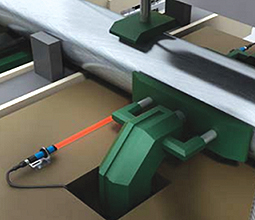
Aplicaţia 3: Detecţia capătului de material.
Un senzor fotoelectric cilindric VS/VE18 detectează prezenţa materiei brute în zona de tăiere. Semnalele provenite de la senzori contribuie la un mai bun control al utilajului chiar şi în medii dure de funcţionare. Avantajul senzorilor cilindrici este acela că senzorii respectivi pot fi foarte uşor integraţi în spaţii de montare reduse şi mai oferă avantajul posibilităţii de reglare facile a poziţiei de montare.
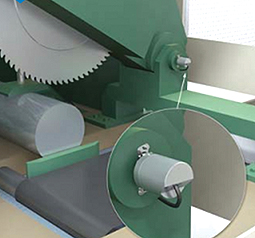
Aplicaţia 4: Poziţionarea lamei fierăstrăului.
Înălţimea lamei fierăstrăului este poziţionată automat pentru controlul optim al procesului tehnologic de tăiere.
Encoderul incremental DBS36 asigură valori precise de măsurare pentru scopul declarat al aplicaţiei. Poate fi montat direct şi uşor pe ax prin intermediul flanşei dedicate, cablul cu conectorul universal permiţând folosirea imediată a semnalelor de comandă. De asemenea, acest tip de encoder are avantajul dimensiunilor mai mici care permit economie de spaţiu de instalare.
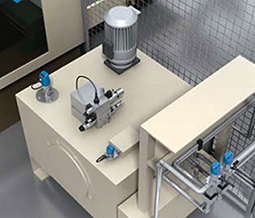
Aplicaţia 5: Măsurarea nivelului, a presiunii şi a temperaturii.
Presostatul PBS măsoară presiunea sistemică a pompei hidraulice şi compară valoarea măsurată cu valoarea presetată ca prag. LFP Cubic monitorizează nivelul uleiului hidraulic pe baza a patru praguri de nivel protejând astfel pompa hidraulică la defectare. Senzorul de temperatură TBT verifică temperatura uleiului pentru a preveni o eventuală supraîncălzire.
Toţi cei trei senzori folosiţi pentru măsurarea valorilor mărimilor de proces sunt complet programabili, utilizatorul având libertatea de a stabili singur valorile pragurilor pentru care doreşte monitorizarea şi pentru care sistemul de control poate declanşa o serie de alarme necesare procesului de monitorizare.
Aplicaţia 6: Descărcarea mecanică automatizată a unui robot de manipulare.
Lama unui fierăstrău separă piesele componente în mod automat pe diferite criterii precum lungimea sau forma. Banda automatizată transportă părţile componente la robotul de depaletizare. Camera Vision Ranger 3D detectează în mod precis forma şi poziţia pieselor, chiar şi la viteze mari de rulare a benzii transportoare. Acest lucru contribuie la plasarea pe paletul corect a pieselor anterior triate de către sistemul Vision.
Autor:
Mihai Priboianu
Aurocon COMPEC SRL
Distribuitor autorizat SICK: AUROCON COMPEC srl
www.compec.ro