

Prin intermediul soluţiilor inovatoare de detecţie şi sesizare, COMPEC asigură suportul pentru proiectanţii şi producătorii de maşini-unelte în a introduce pe piaţă utilaje mai eficiente, mai sigure în utilizare, mai rapide şi mai fiabile. Folosind sistemele de securitate industrială de la COMPEC puteţi asigura securitatea utilajelor conform standardelor europene în vigoare. De asemenea, alegerea unor senzori optimi vă permite abordarea producţiei eficiente cu sisteme automate inteligente. Aici COMPEC vă poate asigura suportul în dezvoltarea de soluţii tehnologice superioare.
În articolul trecut am prezentat zona de ştanţare, zona de presaj de mică putere, precum şi zona de presaj mecanic şi hidraulic şi toate aplicaţiile adiacente acestor zone de producţie.
Zona 4 – zona de presaj automat
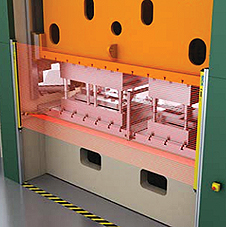
Aplicaţia 1: Protecţia la punct periculos
Cortina optică de securitate C4000 asigură protecţia la punct periculos la ambele zone de acces ale unei prese automate. O altă posibilă soluţie este folosirea unor cortine deTec4 Core montate oblic. Lipsa zonelor moarte şi rezoluţia de 14mm asigură protecţia pe toată înălţimea zonei periculoase, până la podea. Ambele cortine optice sunt conectate la un controller dedicat de securitate din seria Flexi Soft.
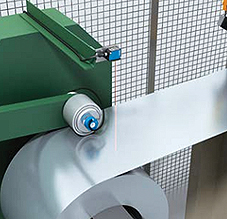
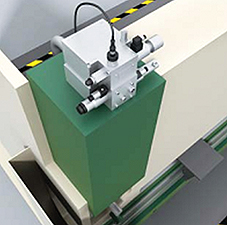
Aplicaţia 2: Desfăşurarea foliei metalice
Pentru a asigura un flux continuu a materiei prime trebuie reglată viteza de desfăşurare a sulurilor de folie metalică. Un senzor de distanţă din seria DT35 măsoară continuu diametrul sulurilor pe întreaga durată a desfăşurării acestora. Encoderul incremental DFS60 foloseşte o rolă de fricţiune pentru a măsura viteza de retragere a foliei metalice.

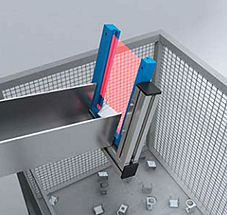
Aplicaţia 3: Controlul în buclă
Sistemul de reglare în buclă permite realizarea proceselor de separare, precum de desfăşurare sau de tăiere a foliei metalice. Deformarea rolei de folie metalică este determinată continuu de bariera optică de automatizare MLG sau de senzorul de distanţă DT35. Aceste valori determinate sunt folosite pentru reglarea vitezei de rulare a foliei metalice. Distanţele de detecţie precum şi ieşirea analogică permite folosirea senzorului de distanţă DT35 în astfel de aplicaţii, mai ales şi datorită rezoluţiei acestuia şi a dimensiunilor minime ale obiectului detectat, de ordinul milimetrilor. Bariera MLG este una specială, modelul fiind printre puţinele de pe piaţă ale cărui raze ale câmpului de detecţie pot fi configurate prin adăugarea de profiluri ale pieselor/obiectelor ce urmează a fi detectate.
Aplicaţia 4: Controlul ejectării, funcţii de monitorizare şi numărare
Odată realizate, produsele finite sunt transportate la ieşirea presei prin intermediul unei benzi rulante. La sfârşitul benzii, bariera optică de automatizare FLG detectează piesele ce cad şi întrerup câmpul de detecţie. Orice surplus de material sau orice defect este identificat rapid şi devreme. Semnalul digital poate fi utilizat de către controller pentru a contoriza piesele fabricate.
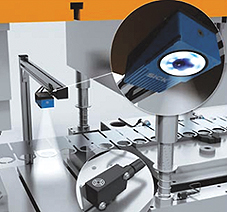
Aplicaţia 5: Monitorizarea matriţelor, sesizare in-die
Cu scopul de a poziţiona în mod precis matriţele şi de a controla procesul, senzorii inductivi IM18, IM08 şi IQ05 folosesc trei carcase diferite (plată, rotundă şi dreptunghiulară) pentru a detecta caracteristici precum poziţionarea marginală sau găuri practicate în diferite puncte. Senzorul inductiv IQ10 detectează zona de oprire a ghidajului pentru a verifica dacă matriţa s-a închis complet. Un senzor Vision Inspector verifică în mod continuu contururile presate pe durata procesului. Astfel, neregularităţile pe durata procesului de presaj sunt identificate devreme, lucru ce contribuie decisiv la deteriorarea matriţei şi la evitarea de rebuturi.
Zona 5 – utilaje de îndoire tablă

Aplicaţia 1: Identificarea mobilă a datelor de producţie
Scannerul portabil IDM-160 este folosit pentru citirea unui cod de bare de pe o foaie de comandă de producţie; acest cod de bare conţine toate informaţiile necesare pentru un anumit produs comandat. Datele sunt transferate wireless la baza de citire ST2070. În principiu, conversia sistemului de producţie este completată în mod automat. Operatorul primeşte pe afişaj toate informaţiile necesare producţiei în serie.
Aplicaţia 2: Măsurarea presiunii cilindrilor hidraulici
Senzorii de presiune PBT monitorizează permanent presiunea uleiului cilindrilor hidraulici din zona superioară a presei, pe durata procesului tehnologic de îndoire.
Semnalul analogic este evaluat de către controllerul presei, lucru ce asigură că este folosită forţa necesară îndoirii, precum şi dacă cilindrii hidraulici sunt sincronizaţi.
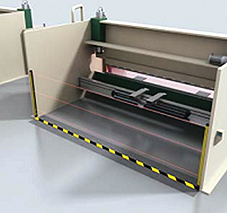
Aplicaţia 3: Protecţia la acces cu barieră optică
Protecţia la acces în zona din spate a unei prese de îndoire este implementată prin folosirea unei bariere optice de securitate M2000 A/P. Dacă una dintre razele câmpului de protecţie este întreruptă, acest lucru va conduce la oprirea mişcării periculoase. De notat că bariera oferă tipul 2 de protecţie, doar acest tip fiind pretabil numai pentru protecţia în zona din spatele presei.
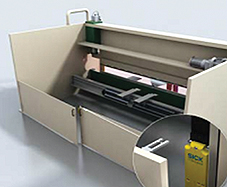
Aplicaţia 4: Protecţie la acces cu zăvor electromecanic
Zăvoarele electromecanice din seria i10 se asigură ca atunci când poarta/uşa se deschide utilajul se opreşte şi nu porneşte decât atunci când este reluată o anumită secvenţă de paşi necesari repornirii.
Uşa trebuie închisă pentru ca maşina să poată fi pornită de la un pupitru dedicat.
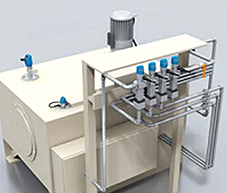
Aplicaţia 5: Măsurarea parametrilor de proces la utilajele hidraulice
Presostatul PBS monitorizează presiunea sistemică a pompei hidraulice şi compară presiunea măsurată cu valoarea de prag presetată. Senzorul LFP Cubic determină nivelul uleiului hidraulic pentru a preveni defectarea pompei cauzată de o eventuală scădere a nivelului de ulei. Senzorul de temperatură TBT verifică temperatura uleiului pentru a preîntâmpina supraîncălzirea acestuia.
Zona 6 – celula de îndoiri automatizate
Aplicaţia 1: Monitorizarea tactilă a foilor metalice duble
Un sistem constând dintr-un senzor de poziţionare MPS montat pe un cilindru pneumatic determină grosimea foii metalice. Această soluţie contribuie la detecţia foilor duble precum şi la determinarea grosimii acestora.
Procedura de măsurare tactilă oferă o soluţie eficientă din punctul de vedere al costurilor şi independentă din punctul de vedere al materialelor necesare.
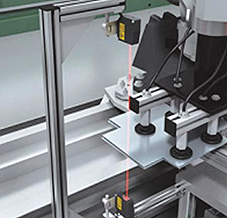
Aplicaţia 2: Manipularea automatizată a subansamblelor
Piese metalice de diferite forme sunt introduse de către un robot în utilajul destinat îndoirii.
Camera 3D Ruler execută o scanare 3D de înaltă precizie, pentru a asigura date precise de poziţionare cu scopul final de a determina poziţia finală cea mai superioară a piesei metalice.
Astfel este evitat procesul de presortare a părţilor componente metalice.

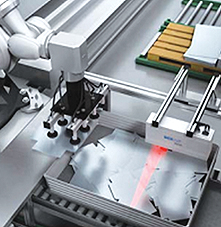
Aplicaţia 3: Manipulare automată a pieselor de pe paleţi
Foile metalice sunt stivuite pe paleţi în conformitate cu comanda de produse finite şi apoi sunt manipulate prin intermediul unui braţ robotizat cu dispozitiv de apucare pneumatic.
Senzorul Vision PI50 detectează poziţia şi alinierea foilor metalice şi trimite datele în ceea ce priveşte poziţionarea către robot.
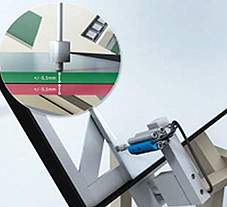
Aplicaţia 4: Monitorizarea fără contact a foilor duble
Doi senzori de distanţă din seria OD determină grosimea foliilor metalice cu o precizie de 10 microni. Această soluţie permite detecţia fiabilă a foliilor duble şi a grosimii acestora. Metoda măsurării fără contact îmbunătăţeşte timpii de funcţionare şi în consecinţă contribuie la un randament mai bun al utilajului, per ansamblu.
Un controler dedicat de evaluare calculează semnalele obţinute în urma presurării şi transferă datele la sistemul de control.
Autor:
Mihai Priboianu
Aurocon COMPEC SRL
Distribuitor autorizat SICK: AUROCON COMPEC srl
www.compec.ro